ОЧЛУУР БУЮУ СВЕЧЭНИЙ ТУХАЙ №132

Автомашины хөдөлгүүрийн үндсэн үүрэг нь дулааны энергийг механик энергид хувиргахад оршдог билээ. Тиймээс хөдөлгүүрийн цилиндр дотор шаталт явуулах шаардлага гарч ирнэ. Дотоод шаталтад хөдөлгүүр хамгийн тохиромжтой түлш нь бензин, дизель, хийн газ юм.
Бензинээр ажилладаг дотоод шаталтад хөдөлгүүрийг ажиллуулахын тулд очлуур (свечэ) ашиглах шаардлагатай болсон. Өөрөөр хэлбэл бензин хөдөлгүүрийн ажлын хөндийд (цилиндр) орсон агаар бензиний холимгийг очлуурын тусламжтайгаар оч өгөхөд тухайн цилиндрт байгаа холимог тэсрэн хөдөлгүүрийг ажиллуулдаг.
Тэгэхлээр очлуурын үүрэг нь катушканаас ирсэн өндөр хүчдэлийг цилиндр дотор оч болгон хувиргадаг эд анги юм. Мөн очлуур нь хөдөлгүүрт ажиллаж байхдаа цилиндрт үүсэн дулааныг гадагшлуулах, цилиндрт үүсэн хийн холимгийн даралтыг барьж байх үүрэгтэй байдаг.
Орчин үед олон төрлийн хийц загвартай очлуурууд бий болсон. Энэ нь хөдөлгүүрийн хийц загвар, ажиллах ажиллагаанаас хамаарч тухайн хөдөлгүүрт тохирсон байдаг.
Агуулга:
- Свэчэний дулааны тоо гэж юу вэ?
- Свэчэний оч хаялт гэж юу вэ?
- Свэчэний насжилт
- Свечэг оношлох
- Халуун болон хүйтэн очлуурын ялгаа
- Дулааны тоо гэж юу вэ?

Очлуурын дулааны тоо:
Хөдөлгүүрийн цилиндр дотор шаталт явагдаж маш их хэмжээний дулаан ялгардаг. Энэ дулааны тодорхой хэмжээ очлуураар алдагддаг. Очлуурын дулаан алдагдал нь зураг 1-ийн дагуу дараах (хувьтайгаар) алддаг. Очлуурын хамгийн чухал нь зургийн "А" хэсэг дэх температур бөгөөд энэ нь хөдөлгүүрийн цилиндрийн шаталтын температур болон очлуурын хийцээс хамаарч янз янз байдаг.
Очлуурын "А" хэсэг дэх температур нь 450°C дээш болох үед өөрийгөө цэвэрлэдэг температурт, харин температур нь 950°C хүрэхэд хэт эрт оч хаядаг температур юм. Очлуурын голын электродын температур нь (зураг 1 дагуу) дулаан алдагдлын хэмжээнээс хамааран өөрчлөгддөг бөгөөд шалтгаан нь дараах дөрвөн зүйл гэж үзнэ.
- Шаазан болон электродын дулаан дамжуулах чадвар.
- Галд өртөж байгаа хэсгийн дулаан
- Гадаад орчинтой харьцаж байгаа хэсгийн талбай.
- Электродын зайны хэлбэр болон эзлэхүүний хэмжээнээс хамаарна.
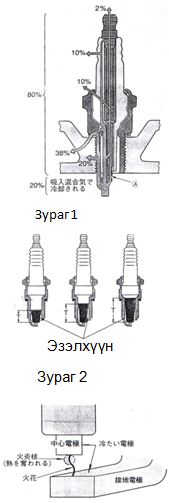
Өндөр дулааны тоотой очлуурыг, нам дулааны тоотой очлууртай харьцуулж (зураг 2-д заасан Т хэмжээ) хархад шаазангийн хэмжээ өөр өөр байдаг. Өндөр дулааны тоотой очлуурын шаазан Т хэмжээ нь бага, галд өртөх талбай болон хийн хөндийн эзлэхүүн бага байдаг. Мөн шаазангаас төмөр гадарга хүртэлх зай нь бага учир цилиндр үүссэн дулааныг хурдан алддаг.
Тиймээс өндөр дулааны тоотой очлуурын голын электродод температур өсөх нь бага байдаг.
Харин бага дулааны тоотой очлуур нь эсрэгээрээ голын хэмжээ урт, хийн хөндийн эзлэхүүн их, дулаан алдалтын зам нь бага учраас дулаанаа бага алддаг.
Иймээс
уг очлуурын голын электродын температур хурдан өсдөг. Өөрөөр хэлбэл
хөрсөн хөдөлгүүрийг анхлан асаахад бага эргэлтийн үед ч өөрийгөө
цэвэрлэх температурт (450°C-900°C) хурдан очдог. "Өөрийгөө цэвэрлэх
температур гэдэг нь 450°C-900°C байдаг. Очлуур бага температурт (450°C
доош) удаан ажиллахад голын электрод галд өртөх хэсэгт хөө тортог,
карбон их үүсдэг.

Оч өгөх болон алдаатай оч өгөх
Очлуурын очноос хийн холимог шатах нь маш түргэн агшинд явагддаг бөгөөд доорх дарааллаар явагдана. Хийн холимог руу оч өгөхөд зураг 3 дагуу жижиг галт бөмбөлөг үүсэж энэхүү галт бөмбөлөг нь эргэн тойронд байгаа хий холимог руу тархан томрон шаталт өгнө.
Харин галт бөмбөлөг үүсэх үед галт бөмбөлгийг унтраах, саад учруулдаг үзэгдэл үүсдэг. Энэ үзэгдэл нь электродыг хөргөх үзэгдэл юм.
Өөрөөр хэлбэл электродын ойролцоох галт бөмбөлгийн дулааныг шингээж галт бөмбөлгийн өсөлтийг сааруулах, электродын гал унтрах үзэгдэл юм. Оч хаялтын алдаа гэдэг нь дээр дурдсан гал унтраах үзэгдэл нь хүчтэй үед эсвэл сорогдож байгаа холимгийн урсгалын хий их үед үүснэ. Энэ нь очлуурын электродод оч хаяж байгаа ч холимог хий нь гал авалцахгүй байгааг хэлнэ. Очлуурын оч хаялтын алдаа нь дараах шалтгаануудаас үүдэлтэй:

- Цилиндрт сорогдож байгаа хийн харьцаа алдагдсан (агаарын их багаас). Холимог цилиндрт шатахын тулд агаар бензиний харьцаа тохирсон байх ёстой. Агаар их, багаас шалтгаалж оч хаясан ч шаталт явагддаггүй.
- Очлуурын нэмэх хасах электродын хоорондох зай нь бага байх юм бол хөргөх үйлчилгээ нь үйлчилж галт бөмбөлгийг томруулж чадахгүй алдаатай оч хаялт үүсгэдэг.
Оч хаялтыг нэмэгдүүлэх
Оч хаялтыг 100% үр дүнтэй явуулахын тулд дараах аргаар нэмэгдүүлдэг.
- Очлуурын нэмэх хасах электродын зайг ихэсгэнэ. Зайг өргөснөөр электродын гал унтрах үйлчилгээг багасгаж, галыг мэдрэх электронууд тэрхүү зайнд багтсанаар - галт бөмбөлөг томрох нөхцөл өгдөг. Гэвч нэмэх хасах электродын зай өргөссөнөөр очлуурт хэрэглэгдэх хүчдэлийн хэмжээг ихэсгэх шаардлагатай болдог. Катушкд өөрийн хүчин чадал, хязгаар байдаг учир зайг заасан хэмжээнээс (оч хаях хязгаараас) их болгосноор галт бөмбөлөг үүсэхгүй болдог.
- Голын электродыг нарийхан болгох. Очлуурын голын электродыг нарийхан болгосноор зураг дээрх шиг оч хаялт сайн болохоос гадна гал авалт бас сайжирна. Голыг нарийн болгосноор гал унтрах үйлчилгээг багасгаж галт бөмбөлөг томорч өсөхөд амар болно.
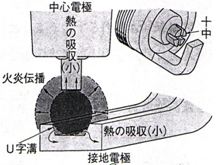
- Очлуурын голын электрод, хасах электродод ховил үүсгэх. Зургийн дагуу хасах электродод "U" үсгийн ховил үүсгэх, нэмэх электродод "+" тэмдэгтэй адил ховил үүсгэснээр галт бөмбөлөг жижиг байх үед дулаан алдах хэмжээ багасна. Тийм учраас электродууд оч хаялтынхаа чадварыг алдахгүйн тулд гал унтрах үйлчлэлийг багасгаж , галт бөмбөлгийг дэмжиж гал авалтыг үүсгэнэ.

Голын электродыг урт болгох
Шаазангын хөлийн үзүүр нь бүрхүүлээс илүү гарсан очлуурыг "project type" очлуур гэх бөгөөд онцлог нь галт бөмбөлөг үүсэхдээ цилиндрийн шаталтын хөндийн гүнд орсон байдаг учир холимог, хий доторх бензиний электронд хүрэх боломжтой болж шаталт үүсэх чадвар нь сайжирдаг.
Электродын илүү гарсан хэмжээ болон агаар бензиний харьцаанаас болох шаталтын чанарын хамаарал нь зураг 4 дээрх шиг илүү гарсан L зай нь ихсэх тусам сийрэг холимогт гал авалт сайжирдаг. Project type очлуурын голын электрод нь шаталтын хөндий рүү орсон байдаг учир хөдөлгүүрээсээ хамааран клапан болон поршенгийн ажиллагаанд нөлөөлдөг гэдгийг анхаараарай.

Очлуурын электродуудад платин шавж түрхэх
Нэмэх болон хасах электродод платин түрхэж элэгдлээс тэсвэрлэх чадварыг нэмэгдүүлдэг. Мөн энгийн очлуурын голын электродыг нарийсган оч хаялтын хүчдэлийг багасгаснаар (гал авалцах) шатах чадварыг дээшлүүлдэг.
Очлуурын электродуудад ириди-металлыг хэрэглэх.
Ириди металл нь өндөр температурт хайлдаг, хатуулаг өндөртэй материал учир зураг 5 дагуу голын электродод хэрэглэснээр үзүүрийг дээд хязгаар хүртэл нь нарийн болгох боломжтой болсон (нарийн диаметр нь 0,4 мм).
Ингэснээр электродын хөргөх үйлчлэлийг багасган мөн электродын үзүүрт хүчдэл төвлөрч оч хаялтын хүчдэлийг багасгаж, гал авалт шаталтыг сайжруулдаг. Мөн зураг дээрх шиг голын электродын үзүүр нь маш нарийн болж (диаметр 0,7 мм) дээр нь хасах электродыг платини болгосноор оч хаялтыг дээшлүүлж элэгдлээс тэсвэрлэх чадварыг хүртэл дээшлүүлдэг.

Очлуурын насжил:
- Иридиум болон платиниум очлуур: 80000-100000 км яваад солино.
- Энгийн очлуур 15000-20000 км яваад солино.
- Хөнгөн тэрэг, хөдөлгүүр нь 1000сс түүнээс доош бол (энгийн очлуур) 7000-10000 км яваад солино.
- Мотоцикл 3000-5000 км яваад солино. Дээрх километрийн заалтаас өмнө очлуурыг авч шалгаж, оношлох шаардлагатай.
- Шаардлагатай тохиолдолд сольж болно.
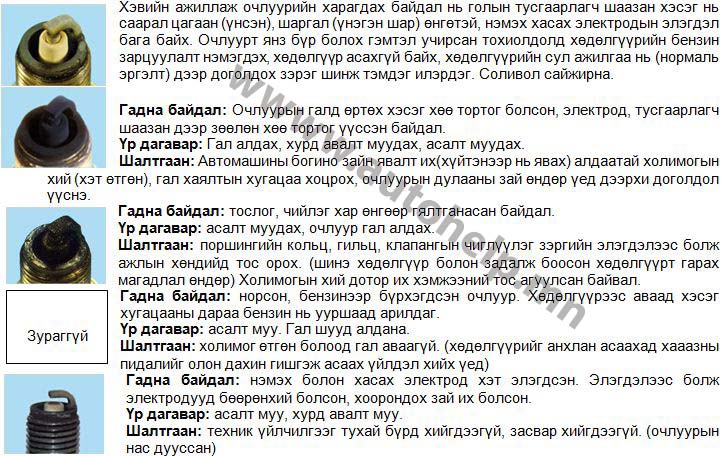
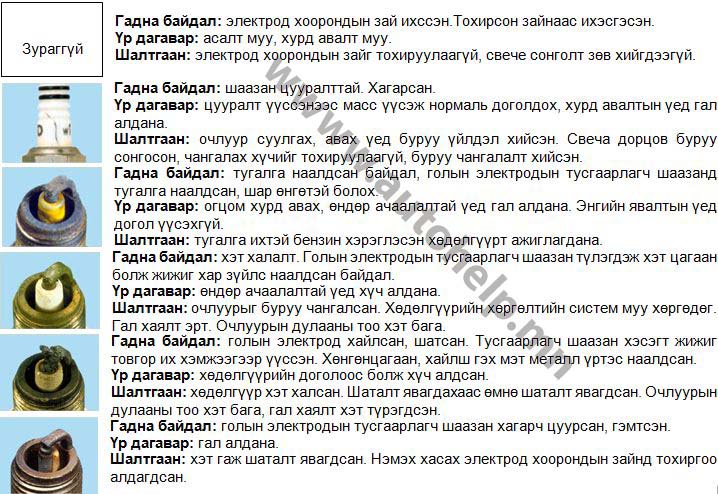
СВЕЧЭГ ОНОШЛОХ
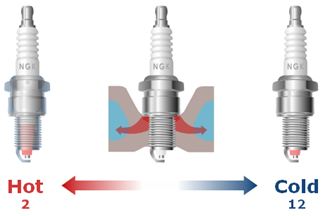
Халуун болон хүйтэн хэлбэрийн очлуурын ялгаа БА хэрэглээ
Халуун хэлбэртэй очлуурыг нам эргэлтээр бага хурдтай явдаг автомашинд суурилуулахад тохиромжтой. Хүйтэн хэлбэртэйг нь хөдөлгүүрийн ачаалал өндөртэй явдаг автомашинд ашиглахад тохиромжтой. Дараагийн зургаас илүү тодорхой мэдээллийг уншаарай.
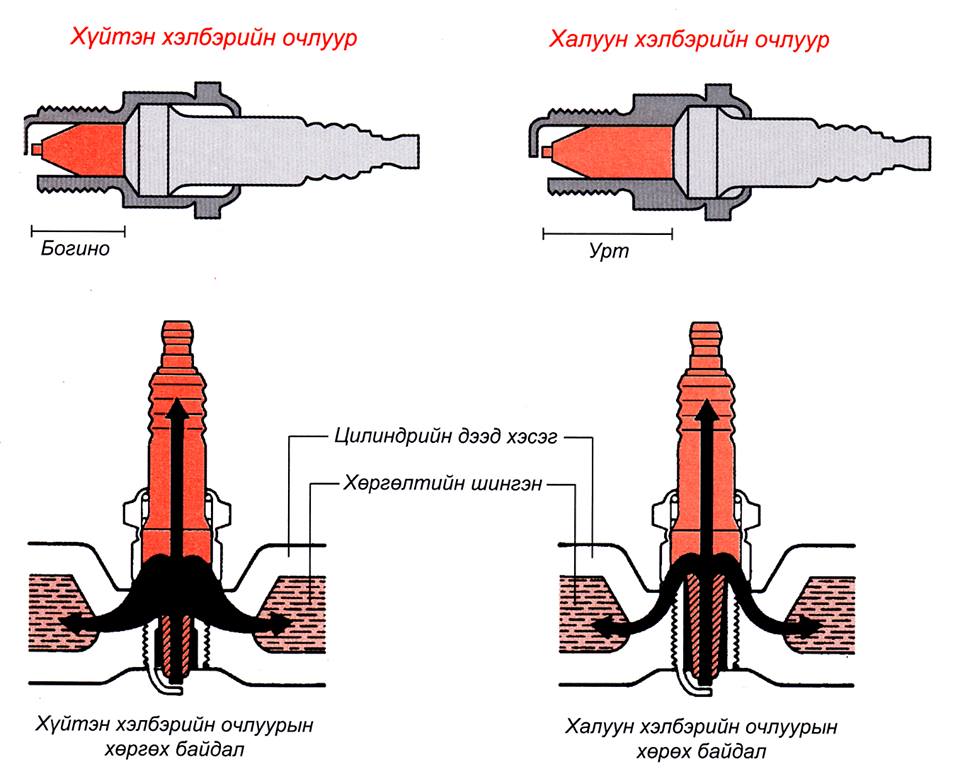
Хүйтэн хэлбэрийн очлуур
Халуунаас зайлсхийх чанар сайн, халалт удаан бүтэцтэй хийгдсэн байдаг. Өндөр хурдтай явах мөн ачаалал ихтэй явдаг автомашинд зориулсан очлуур юм. Харин бага хурдтай, ачаалал багатай байх үед шатаж утаа гарах нь амархан байдаг.
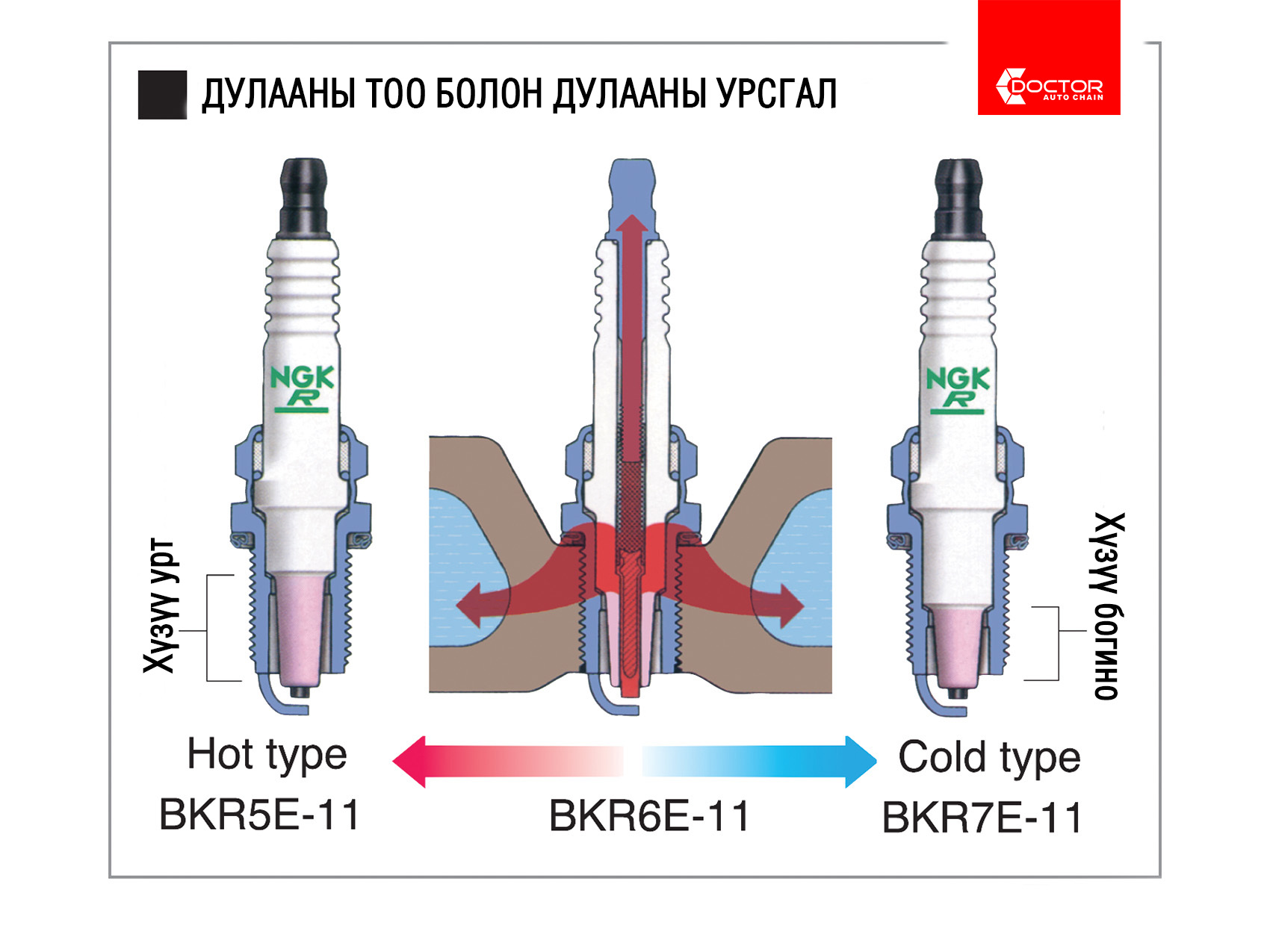
Халуун хэлбэрийн очлуур
Халуун нь буурахдаа удаан, шатахдаа амархан бүтэцтэй байдаг бөгөөд бага нам эргэлт, бага ачаалалтай явах автомашинд зориулагдсан. Өндөр хурдтай, ачаалал ихтэй явах үед шаталт нь хэт ихэссэний улмаас катушк болон холбогч утсыг шатаах магадлалтай байдаг.
Эх сурвалж: www.cardoctor.mn